Yield impact of blending waste plastic with vacuum residue in a delayed coker
Published by Callum O'Reilly,
Senior Editor
Hydrocarbon Engineering,
The current global production of plastics is approximately 350 million tpy; with production forecasted to triple by 2050, accounting for 20% of global oil consumption. The chemical industry has been developing a variety of recycling opportunities with the goal to eventually achieve a circular economy for sustainable plastics consumption. Mechanical recycling of plastic waste is the predominant method of recycling practiced today. In mechanical recycling, the polymer is not broken down, it remains intact and is formulated to produce lower value plastic products.
For the longer term, thermal pyrolysis of plastic waste is the only means of attaining a completely circular economy of plastic waste. In thermal pyrolysis, the plastic is heated in the absence of oxygen at high temperatures to break down the polymer into lower molecular weight products that can be used as feedstock for chemical plants and for fuel, reducing the reliance on crude oil. A major challenge of this option is the capital cost and energy requirements of thermal pyrolysis plants. A free-standing pyrolysis plant will reduce quantity of plastic waste but will have difficulty delivering reductions in net energy consumption or net carbon emissions.
Another option that has the potential to be more capital and energy efficient is to use existing delayed cokers processing heavy crude oil fractions by blending plastic waste with the refinery vacuum column residue (VR) to create a coker feed that would have the dual purpose of maximising yield from the raw crude and conversion of waste plastic that can reduce consumption of crude oil. Plastics like polypropylene (PP) can be pyrolysed in a coker unit to produce useful hydrocarbon products. A coker had an additional advantage of being fully capable of dealing with the metal content in plastic waste.
To assess the impact of blends of VR and PP on product yields, laboratory studies were conducted at conditions simulated coker operation.
Results and discussion
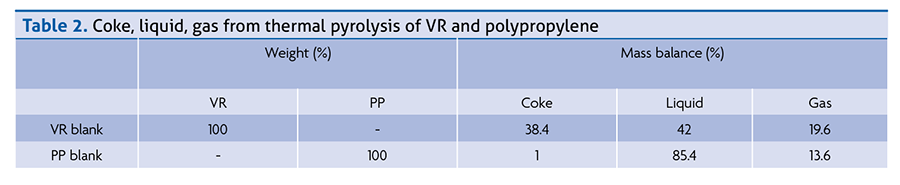
To establish base line conditions, the vacuum residue VR and polypropylene were exposed to coker conditions separately. Tests were conducted at a reaction temperature of 440 - 500°C (skin temperature of the test apparatus at 670°C). Table 1 shows the properties of the VR.

Table 2 shows the yield distribution of the VR and PP processed separately. The PP has high liquid yield and small coke yield, it is an excellent candidate for recycling via thermal pyrolysis.
Conceptually, one would expect that blending PP with VR should reduce coke formation. To test this possibility, blends of up to 10% PP were tested. This reflects the option where the primary purpose of the delayed coker is to process heavy crude fractions. Table 3 shows the yields from three different blends. The addition of PP increases coke yield, even though the neat PP generates little coke. This indicates there is a chemical interaction between the PP and VR, increasing coke formation.

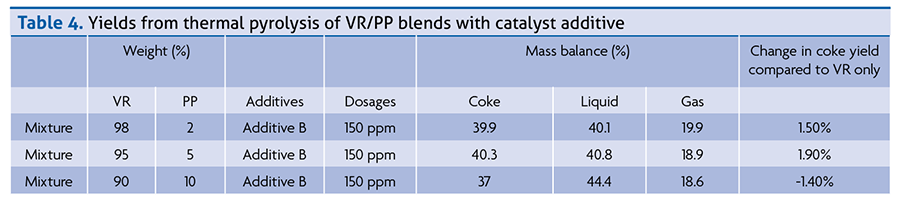
The increase in coke yield and the reduction in liquid yield would significantly reduce the economic potential of recycling PP waste into a refinery coker. To improve the yield of these blends, a catalyst additive, hereafter referred here as ‘Additive B’, was tested to measure the impact of the additive to improve yield. Table 4 shows the results.
The results show that in presence of Additive B (Table 4), there is significant improvement of yield distribution compared to results without the additive (Table 3). Also, it is pertinent to note that a 90/10 blend of VR:PP has reduced coke yield and increased liquid yield compared to VR alone when treated with 150 ppm of Additive B catalyst.
Summary and conclusions
The delayed coker operates at temperature and anerobic conditions that are suitable for pyrolysis of plastic waste. When polypropylene waste in blended with vacuum residue, there is the possibility that the addition of waste will reduce the liquid yield and increase the yield of lower value coke. Yield of VR/PP blends can be significantly improved with the addition of catalyst additive.
Written by Dr. Mahesh Subramaniyam, Dr Suhas Chavan, and Shivank Menon, Dorf Ketal.
Read the article online at: https://www.hydrocarbonengineering.com/special-reports/17092021/yield-impact-of-blending-waste-plastic-with-vacuum-residue-in-a-delayed-coker/
You might also like
The Hydrocarbon Engineering Podcast
A podcast series for professionals in the downstream industry featuring short, insightful interviews. Subscribe on your favourite podcast app to start listening today.
![]()
![]()
![]()
