Written by Jenny Cabrera, Account Director UK&I, Octave
The UK chemical industry is navigating a prolonged period of structural adjustment. Capacity utilisation across the sector has hovered at around 70% for several years, constrained by energy costs that the Chemical Industries Association (CIA) estimates at up to four times those in competing regions, together with growing volumes of basic chemicals arriving from China and the Middle East. Output across the sector fell by roughly 40% since 2021, a sharper decline than in most comparable European markets.
Chemical facilities built across the UK in the past half-century are designed for steady-state, high-volume throughput, not to operate well below their nameplate capacity for extended periods. This leaves operators with several options to make the best of a difficult situation.
Turndown: the risks of the under-utilised plant
The first option is deep turndown: keeping the plant online at a reduced but steady throughput. This strategy suits large integrated petrochemical sites because shutdowns and restarts carry high thermal and mechanical risk. Where a site can manage that complexity, continuous operation at reduced rates is often preferable to repeated cycling. The most immediate concern is mechanical integrity: low flow can cause corrosion in dead legs and fouling in heat exchangers, while operating outside the design window requires extensive re-evaluation. Faced with this situation, engineers use tools such as Octave Aspect Pipe Stress and Aspect Pressure Vessel to revalidate piping systems and vessels under the new load conditions, with results feeding directly into the facility’s digital twin to keep models, drawings and operating documentation in sync.
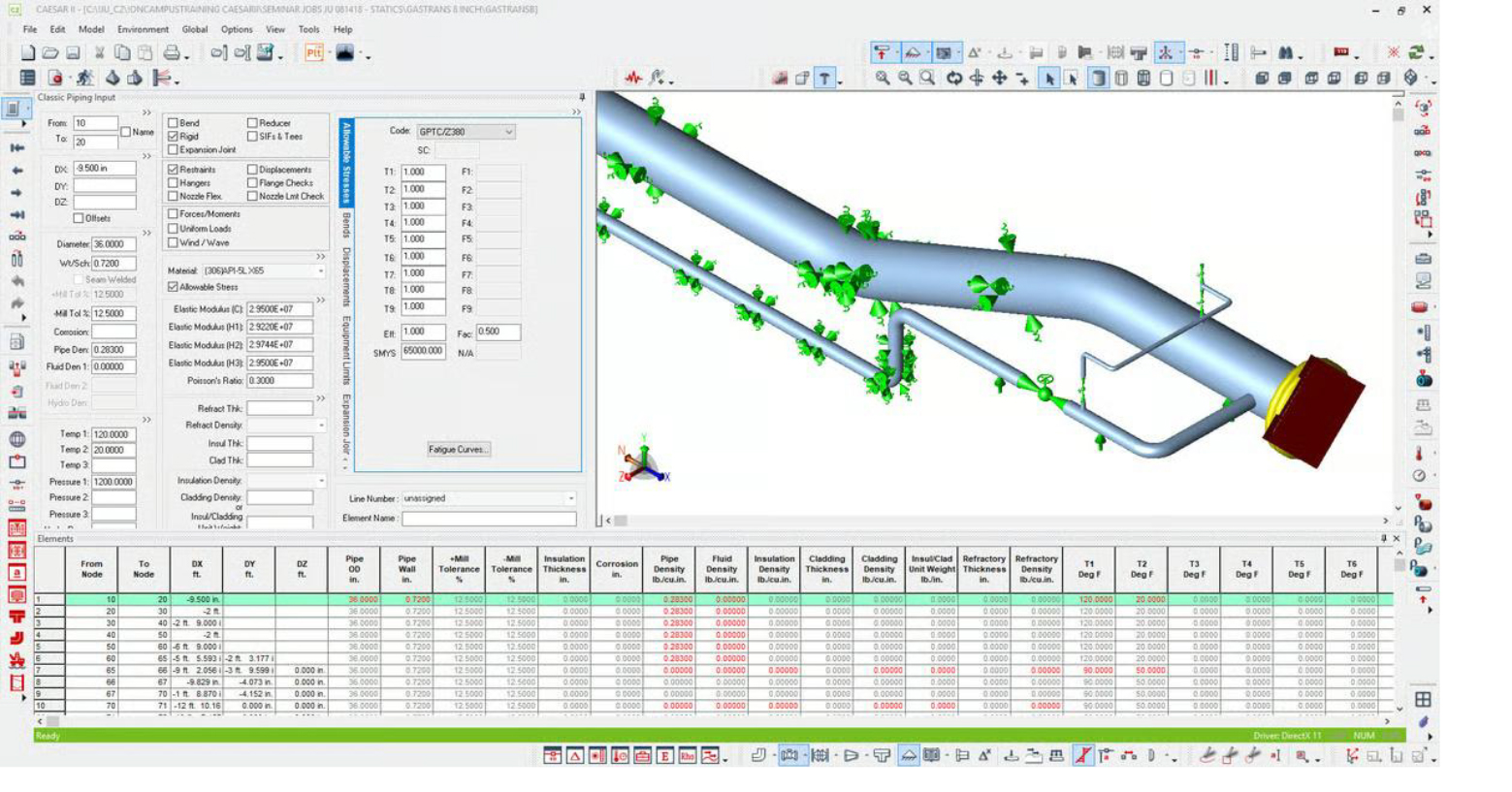
Figure 1. Engineers would use a piping stress analysis model, via a tool such as Aspect Pipe Stress, to revalidate piping systems after process changes such as altered temperatures or flows during turndown.
Operating below capacity also demands greater attention to abnormal situations. Low throughput generates more alarm activity and more temptation to tune out alerts calibrated for full capacity. Alarm rationalisation, supported by a platform such as Octave Tempo Operations Management, is often a necessary step: it provides a unified view of alarm, control and protection performance, helping engineers analyse alarm floods and reconfigure limits so that alerts remain actionable during abnormal and transitional states.
Intermittent shutdowns: stop and restart
Deep turndown is viable mainly for integrated or technically flexible facilities. For older assets or less forgiving segments such as commodity petrochemicals, two other adaptation strategies are common. Both are increasingly relevant across UK sites where full-rate operation is no longer commercially sustainable but permanent closure is not yet the chosen path.
The first is campaigning, or intermittent operation, favoured by fine chemicals and commodity intermediates exposed to seasonal demand or feedstock volatility. Rather than running continuously, facilities aggregate orders and run at full rate for several weeks, followed by periods of “hot standby” where the plant is kept warm but idle. This pattern has become more common across Europe as operators seek to match output to actual order books rather than maintain costly continuous production against thin or absent margins.
Intermittent operations introduce cycling fatigue. Each startup and shutdown subjects vessels and pipes to thermal and pressure stress, leading to metal fatigue. The most safety-critical moments in a chemical plant’s life occur during restarts, which with campaigning can happen several times a year instead of once every few years.
Mothballing: combining partial operations and full readiness
The third option is partialisation or mothballing, where selected units such as ammonia plants or crackers are fully taken out of service while higher-value units continue operating. Partialising a complex facility fundamentally changes how the remaining units operate. Relief systems must be re-rated, shared systems re-dimensioned and new bypasses and isolations put in place.
Two things are critical throughout: engineering re-validation and a maintained digital thread. Without them, the mothballed facility becomes a black box and restart carries serious risk. Formal management of change (MOC) captures each modification and routes it through the required risk assessments and technical reviews. A platform such as Octave InConcert supports this by consolidating engineering, operations and maintenance data into a single source of truth, so that every change is traceable and the asset record stays current.
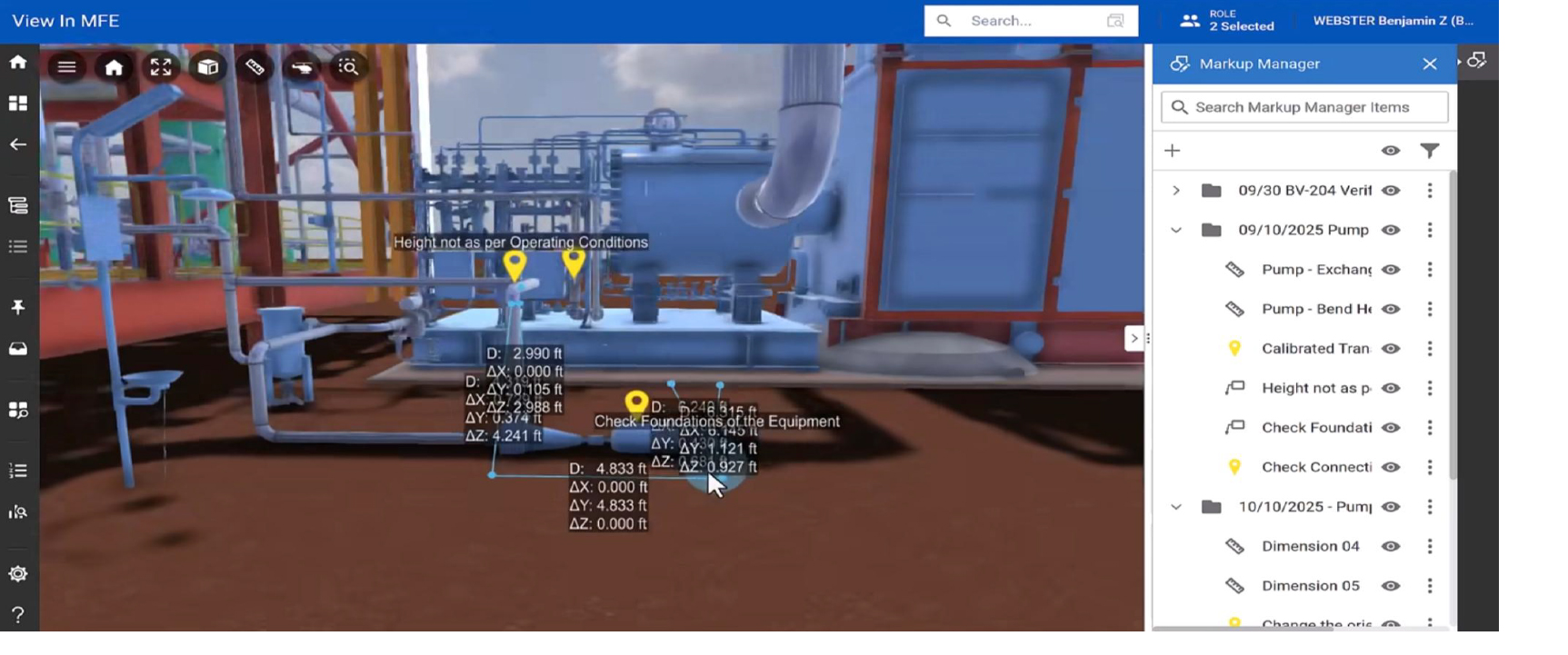
Figure 2. Keeping a digital thread of a mothballed unit helps keep track of the changes and carry out engineering re-validation to ensure that the plant still operates safely under the new operating regime.
Effective MOC is not only a workflow for approvals. It keeps the facility ready for re-commissioning and ensures procedures and training align with the site’s current physical configuration. Integrated with the plant’s digital twin, it can automatically flag affected parts of the 3D model: if an engineer proposes an isolation for mothballing, the system identifies every connected valve and relief device requiring re-validation.
Mitigating human risks
Across all scenarios, a common risk factor is the human element: as capacity declines, workforce experience often erodes while operational complexity increases. This dynamic is pronounced in the UK, where the CIA’s most recent quarterly survey found that 38% of chemical companies reported a decrease in employee numbers in the final quarter of 2025. Retaining and transferring process knowledge under those conditions requires deliberate effort.
A key response is better procedure management: ensuring procedures capture actual practices through feedback mechanisms that flag and annotate incorrect or outdated steps. This is particularly important during deep turndown, where informal practices can drift from official procedures written for full capacity.
For intermittent operations, addressing the loss of veteran expertise requires mobile tools that give field technicians step-by-step interactive guidance for complex startups, ensuring safety protocols are followed regardless of the operator’s tenure. Octave Tempo Operations Management addresses this directly, combining digital shift management with guided work execution that is accessible in the field.
Procedure management should be part of a broader strategy to combat information decay. Operators are adopting platforms such as Octave InConcert that centralise all asset data, from original 3D CAD models to real-time maintenance logs, giving the engineering team an accurate map of the facility’s current state. Alongside this, Octave Attune APM tracks inspection intervals, corrosion monitoring and asset condition as equipment operates outside its normal throughput range, keeping the risks of below-capacity operation visible and controlled.
Whatever the scenario, effective adaptation strategies share a common quality: they respond to immediate pressures while building towards safer and more resilient operations. Tighter change management, sharper alarm discipline and inspection strategies that keep corrosion risk visible all help plants meet the moment. They also leave the facility better placed should conditions improve: the British Industrial Competitiveness Scheme, due to take effect in 2027, is expected to reduce electricity costs for energy-intensive manufacturers, and sites that have maintained engineering rigour and operational readiness through the current period will be better positioned to scale back up. In a market that no longer guarantees full volume, that discipline will be a lasting advantage.
Written by Jenny Cabrera MBA (Hons), Account Director UK&I, Octave
+44 7977 256869

For more information, please visit:
https://www.octave.com/industries/chemicals-petrochemicals
https://www.octave.com/learn/resources/case-studies/refinery-speeds-recovery-after-natural-disaster
https://www.octave.com/learn/resources/case-studies/infineum-saves-time-and-increases-accuracy